Was ist Tiefziehen – das Verfahren erklärt
Tiefziehen ist ein Zugdruck-Umformverfahren der Blechumformung: Eine ebene Blechronde wird mit einem Ziehstempel in eine Matrize gezogen und dabei dreidimensional umgeformt – ohne dass Material abgetragen wird. Das Ergebnis sind hohlförmige Bauteile mit konstanter Wandstärke, geschlossenem Boden und definierter Geometrie.
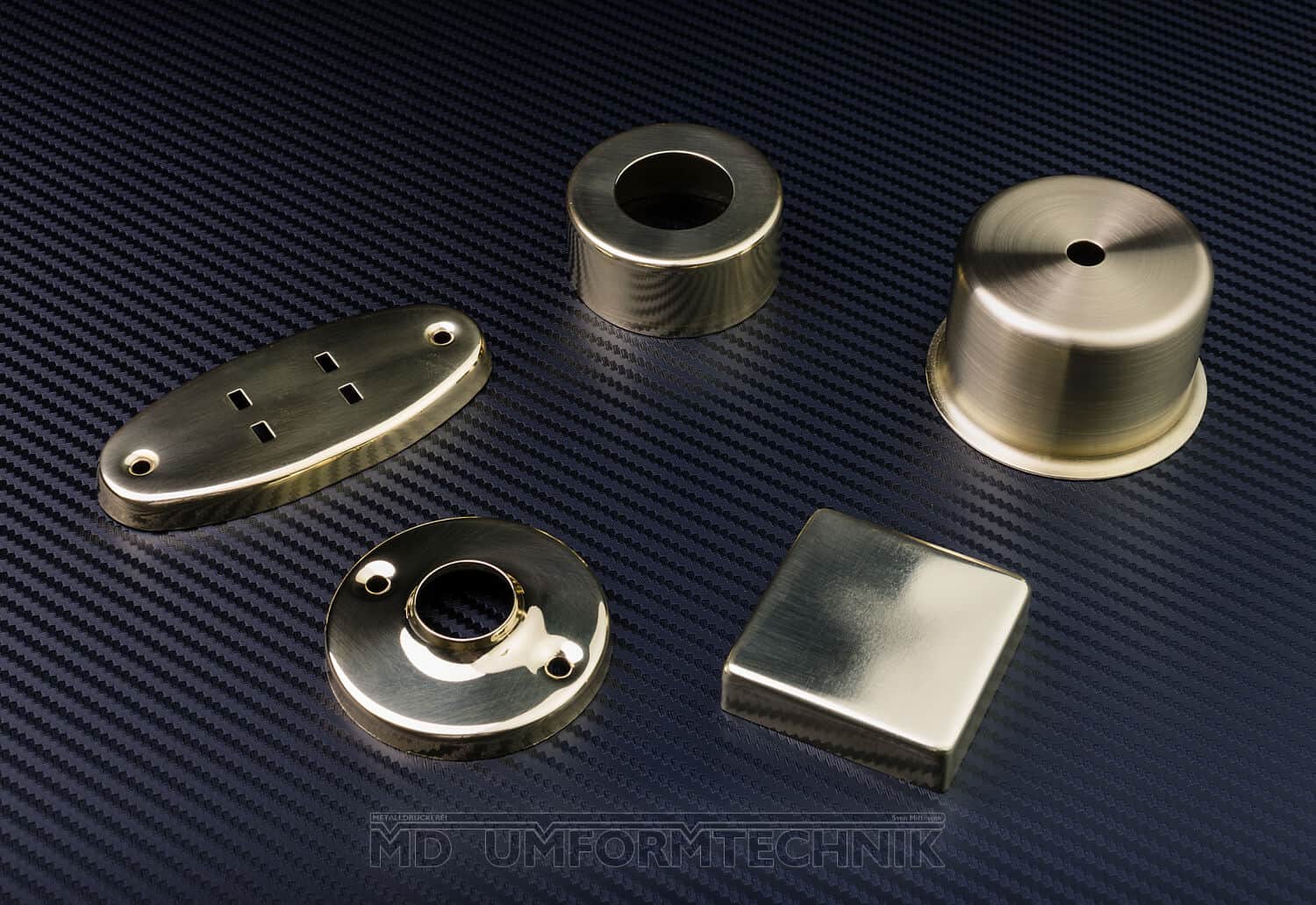
Tiefgezogen werden klassischerweise zylindrische Bauteile wie Töpfe, Hülsen, Kappen und Behälter, aber auch rechteckige Wannen, Hauben und Gehäuse oder anspruchsvolle mehrstufige Geometrien. Das Verfahren ist materialsparend, wirtschaftlich ab mittleren Stückzahlen und liefert reproduzierbare Qualität.
Tiefziehen unterscheidet sich grundlegend vom Metalldrücken: Während beim Drücken das Bauteil rotationssymmetrisch um eine Form gedrückt wird (werkzeugarm, ideal für Prototypen), arbeitet das Tiefziehen mit einem präzisen Werkzeug – das macht es ab mittlerer Stückzahl deutlich wirtschaftlicher.